|
1 - |
- Realizar la embutición de cada probeta metálica
en resina de polimetilmetacrilato, mediante la prensa de embutición
metalográfica, y por calentamiento hasta temperaturas
de 150°C.
|
|
2 - |
- Efectuar el pulido mecánico mediante hojas de esmeril
y polvo abrasivo cerámico, alúmina o pasta de diamante,
observando las indicaciones siguientes:
 |
- Aplicar los sucesivos grados de esmeril en orden a disminuir
el grado de rayado.
|
|
|
- Aplicar las diferentes pasadas en dirección normal
a las anteriores, lo que facilitará la disminución
del rayado.
|
|
|
- Aplicar agua en el lijado, a fin de evitar elevaciones de
temperaturas puntuales.
|
|
|
- Controlar la presión aplicada a fin de no incidir
en elevaciones de temperaturas que modifiquen el estado de acritud
de la aleación o metal.
|
|
|
- Ultimar la preparación mediante pulido con pasta de
diamante o alúmina, de fina granulometría, hasta
conseguir el pulido espejo.
|
|
|
3 - |
- Observar detenidamente las probetas por microscopía
óptica y fotografiar los aspectos más sobresalientes.
|
|
4 - |
- Atacar cada probeta con los reactivos y tiempos indicados
en el anexo A.
|
|
5 - |
- Observar detenidamente las probetas ensayadas por microscopía
óptica. Efectuar fotografías de las partes más
representativas, empleando las siguientes técnicas de
iluminación:
a) Campo claro.
b) Campo oscuro.
c) Luz polarizada.
d) Contraste interferencial de Nomarsky.
|
|
6 - |
- Observar estas mismas muestras mediante microscopía
electrónica de barrido, obteniendo igualmente el registro
gráfico de las mismas.
|
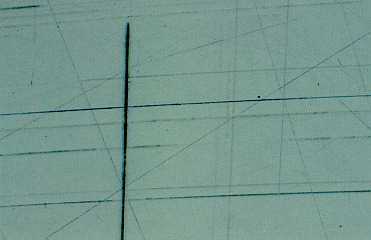









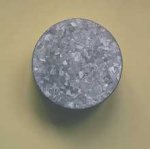
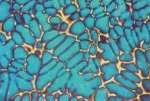
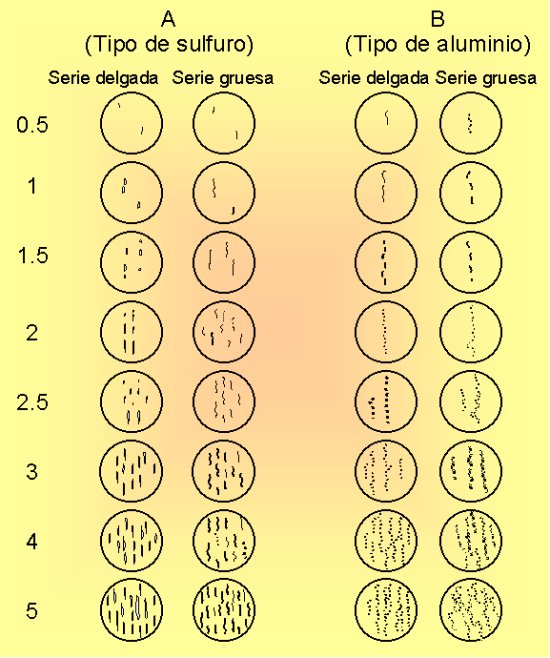 Patrones de
inclusiones tipo sulfuros y tipo alúmina.
Patrones de
inclusiones tipo sulfuros y tipo alúmina. Inclusiones, junto a la estructura de granos.
Inclusiones, junto a la estructura de granos.